





HSCo8 end mill, short, centre-cutting DIN 844K
End mill HSCo8 DIN 844K Z3-5 2xD type NR
END MILLS D 844 DIA 8,0 MM NR HSSCO
Art.-no. 0658340080
EAN 4053479938295




















Register now and access more than 125,000 products
Datasheets(X)

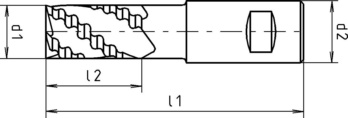 | |
Diameter (d1) | 8 mm |
Shank diameter (d2) | 10 mm |
Standards | DIN 844 |
Shank style | Cylindrical DIN 6535-HB |
Cutting material | HSSE Co8 |
Surface | Plain |
Twist angle | 30° (right) |
Length (l1) | 69 mm |
Cutting edge length (l2) | 19 mm |
Number of cutting edges | 4 PCS |
Tolerance of cutting edge diameter | k12 |
Tolerance of shank diameter | h6 |
| Key | ||
| E = emulsion | ae = 0.5xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing contour | ||||||
| For dia. 16 to dia. 25 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 16-19.9 | Dia. 20-23.9 | Dia. 24-25 | ||||
| General structural steels | < 500 N/mm² | E | 37 | 0,060 | 0,076 | 0,094 |
| 500-850 N/mm² | E | 30 | 0,053 | 0,067 | 0,083 | |
| Carbon steels | < 850 N/mm² | E | 34 | 0,053 | 0,067 | 0,083 |
| 850-1000 N/mm² | E | 26 | 0,053 | 0,067 | 0,083 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 33 | 0,053 | 0,067 | 0,083 |
| 700-850 N/mm² | E | 30 | 0,053 | 0,067 | 0,083 | |
| 850-1000 N/mm² | E | 24 | 0,053 | 0,067 | 0,083 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 22 | 0,053 | 0,067 | 0,083 |
| 1000-1200 N/mm² | E | 18 | 0,060 | 0,076 | 0,094 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 30 | 0,053 | 0,067 | 0,083 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 22 | 0,053 | 0,067 | 0,083 |
| 1000-1200 N/mm² | E | 18 | 0,060 | 0,076 | 0,094 | |
| Nitriding steels | < 1000 N/mm² | E | 22 | 0,053 | 0,067 | 0,083 |
| 1000-1200 N/mm² | E | 18 | 0,060 | 0,076 | 0,094 | |
| Tool steels | < 850 N/mm² | E | 26 | 0,053 | 0,067 | 0,083 |
| 850-1100 N/mm² | E | 16 | 0,060 | 0,076 | 0,094 | |
| 1100-1400 N/mm² | E | 9 | 0,060 | 0,076 | 0,094 | |
| High-speed steels | 850-1200 N/mm² | E | 8 | 0,060 | 0,076 | 0,094 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 9 | 0,060 | 0,076 | 0,094 |
| Spring steels | < 1200 N/mm² | E | 8 | 0,060 | 0,076 | 0,094 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 24 | 0,053 | 0,067 | 0,083 |
| Stainless steels, austenitic | < 700 N/mm² | E | 18 | 0,053 | 0,067 | 0,083 |
| < 850 N/mm² | E | 12 | 0,053 | 0,067 | 0,083 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 9 | 0,060 | 0,076 | 0,094 |
| Special alloys | < 1200 N/mm² | E | 7 | 0,060 | 0,076 | 0,094 |
| Cast iron | < 180 HB | - | 34 | 0,053 | 0,067 | 0,083 |
| > 180 HB | - | 30 | 0,053 | 0,067 | 0,083 | |
| Nodular graphite, malleable iron | > 180 HB | - | 26 | 0,053 | 0,067 | 0,083 |
| > 260 HB | E | 18 | 0,053 | 0,067 | 0,083 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 9 | 0,060 | 0,076 | 0,094 |
| Copper, low-alloy | < 350 N/mm² | E | 73 | 0,094 | 0,118 | 0,147 |
| Brass, short-chipping | < 600 N/mm² | - | 73 | 0,094 | 0,118 | 0,147 |
| Brass, long-chipping | < 600 N/mm² | - | 49 | 0,094 | 0,118 | 0,147 |
| Bronze, short-chipping | < 600 N/mm² | - | 49 | 0,094 | 0,118 | 0,147 |
| 650-850 N/mm² | - | 37 | 0,094 | 0,118 | 0,147 | |
| Bronze, long-chipping | < 850 N/mm² | E | 30 | 0,094 | 0,118 | 0,147 |
| 850-1200 N/mm² | E | 18 | 0,102 | 0,129 | 0,159 | |
| Cutting values for roughing contour | |||||||
| For dia. 6 to dia. 15.9 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 6-7.9 | Dia. 8-9.9 | Dia. 10-11.9 | Dia. 12-15.9 | ||||
| General structural steels | < 500 N/mm² | E | 37 | 0,020 | 0,028 | 0,037 | 0,044 |
| 500-850 N/mm² | E | 30 | 0,017 | 0,024 | 0,033 | 0,038 | |
| Carbon steels | < 850 N/mm² | E | 34 | 0,017 | 0,024 | 0,033 | 0,038 |
| 850-1000 N/mm² | E | 26 | 0,017 | 0,024 | 0,033 | 0,038 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 33 | 0,017 | 0,024 | 0,033 | 0,038 |
| 700-850 N/mm² | E | 30 | 0,017 | 0,024 | 0,033 | 0,038 | |
| 850-1000 N/mm² | E | 24 | 0,017 | 0,024 | 0,033 | 0,038 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 22 | 0,017 | 0,024 | 0,033 | 0,038 |
| 1000-1200 N/mm² | E | 18 | 0,020 | 0,028 | 0,037 | 0,044 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 30 | 0,017 | 0,024 | 0,033 | 0,038 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 22 | 0,017 | 0,024 | 0,033 | 0,038 |
| 1000-1200 N/mm² | E | 18 | 0,020 | 0,028 | 0,037 | 0,044 | |
| Nitriding steels | < 1000 N/mm² | E | 22 | 0,017 | 0,024 | 0,033 | 0,038 |
| 1000-1200 N/mm² | E | 18 | 0,020 | 0,028 | 0,037 | 0,044 | |
| Tool steels | < 850 N/mm² | E | 26 | 0,017 | 0,024 | 0,033 | 0,038 |
| 850-1100 N/mm² | E | 16 | 0,020 | 0,028 | 0,037 | 0,044 | |
| 1100-1400 N/mm² | E | 9 | 0,020 | 0,028 | 0,037 | 0,044 | |
| High-speed steels | 850-1200 N/mm² | E | 8 | 0,020 | 0,028 | 0,037 | 0,044 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 9 | 0,020 | 0,028 | 0,037 | 0,044 |
| Spring steels | < 1200 N/mm² | E | 8 | 0,020 | 0,028 | 0,037 | 0,044 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 24 | 0,017 | 0,024 | 0,033 | 0,038 |
| Stainless steels, austenitic | < 700 N/mm² | E | 18 | 0,017 | 0,024 | 0,033 | 0,038 |
| < 850 N/mm² | E | 12 | 0,017 | 0,024 | 0,033 | 0,038 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 9 | 0,020 | 0,028 | 0,037 | 0,044 |
| Special alloys | < 1200 N/mm² | E | 7 | 0,020 | 0,028 | 0,037 | 0,044 |
| Cast iron | < 180 HB | - | 34 | 0,017 | 0,024 | 0,033 | 0,038 |
| > 180 HB | - | 30 | 0,017 | 0,024 | 0,033 | 0,038 | |
| Nodular graphite, malleable iron | > 180 HB | - | 26 | 0,017 | 0,024 | 0,033 | 0,038 |
| > 260 HB | E | 18 | 0,017 | 0,024 | 0,033 | 0,038 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 9 | 0,020 | 0,028 | 0,037 | 0,044 |
| Copper, low-alloy | < 350 N/mm² | E | 73 | 0,032 | 0,053 | 0,068 | 0,074 |
| Brass, short-chipping | < 600 N/mm² | - | 73 | 0,032 | 0,053 | 0,068 | 0,074 |
| Brass, long-chipping | < 600 N/mm² | - | 49 | 0,032 | 0,053 | 0,068 | 0,074 |
| Bronze, short-chipping | < 600 N/mm² | - | 49 | 0,032 | 0,053 | 0,068 | 0,074 |
| 650-850 N/mm² | - | 37 | 0,032 | 0,053 | 0,068 | 0,074 | |
| Bronze, long-chipping | < 850 N/mm² | E | 30 | 0,032 | 0,053 | 0,068 | 0,074 |
| 850-1200 N/mm² | E | 18 | 0,041 | 0,063 | 0,083 | 0,083 | |
| Key | ||
| E = emulsion | ae = 1xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing groove | ||||||
| For dia. 12 to dia. 25 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20-25 | ||||
| General structural steels | < 500 N/mm² | E | 28 | 0,030 | 0,034 | 0,042 |
| 500-850 N/mm² | E | 23 | 0,025 | 0,030 | 0,037 | |
| Carbon steels | < 850 N/mm² | E | 26 | 0,025 | 0,030 | 0,037 |
| 850-1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,037 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 25 | 0,025 | 0,030 | 0,037 |
| 700-850 N/mm² | E | 23 | 0,025 | 0,030 | 0,037 | |
| 850-1000 N/mm² | E | 18 | 0,025 | 0,030 | 0,037 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 17 | 0,025 | 0,030 | 0,037 |
| 1000-1200 N/mm² | E | 14 | 0,030 | 0,034 | 0,042 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 23 | 0,025 | 0,030 | 0,037 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 17 | 0,025 | 0,030 | 0,037 |
| 1000-1200 N/mm² | E | 14 | 0,030 | 0,034 | 0,042 | |
| Nitriding steels | < 1000 N/mm² | E | 17 | 0,025 | 0,030 | 0,037 |
| 1000-1200 N/mm² | E | 14 | 0,030 | 0,034 | 0,042 | |
| Tool steels | < 850 N/mm² | E | 20 | 0,025 | 0,030 | 0,037 |
| 850-1100 N/mm² | E | 12 | 0,030 | 0,034 | 0,042 | |
| 1100-1400 N/mm² | E | 7 | 0,030 | 0,034 | 0,042 | |
| High-speed steels | 850-1200 N/mm² | E | 6 | 0,030 | 0,034 | 0,042 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 7 | 0,030 | 0,034 | 0,042 |
| Spring steels | < 1200 N/mm² | E | 6 | 0,030 | 0,034 | 0,042 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 18 | 0,025 | 0,030 | 0,037 |
| Stainless steels, austenitic | < 700 N/mm² | E | 14 | 0,025 | 0,030 | 0,037 |
| < 850 N/mm² | E | 9 | 0,025 | 0,030 | 0,037 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 7 | 0,030 | 0,034 | 0,042 |
| Special alloys | < 1200 N/mm² | E | 5 | 0,030 | 0,034 | 0,042 |
| Cast iron | < 180 HB | - | 26 | 0,025 | 0,030 | 0,037 |
| > 180 HB | - | 23 | 0,025 | 0,030 | 0,037 | |
| Nodular graphite, malleable iron | > 180 HB | - | 20 | 0,025 | 0,030 | 0,037 |
| > 260 HB | E | 14 | 0,025 | 0,030 | 0,037 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 7 | 0,030 | 0,034 | 0,042 |
| Copper, low-alloy | < 350 N/mm² | E | 55 | 0,049 | 0,055 | 0,066 |
| Brass, short-chipping | < 600 N/mm² | - | 55 | 0,049 | 0,055 | 0,066 |
| Brass, long-chipping | < 600 N/mm² | - | 37 | 0,049 | 0,055 | 0,066 |
| Bronze, short-chipping | < 600 N/mm² | - | 37 | 0,049 | 0,055 | 0,066 |
| 650-850 N/mm² | - | 28 | 0,049 | 0,055 | 0,066 | |
| Bronze, long-chipping | < 850 N/mm² | E | 23 | 0,049 | 0,055 | 0,066 |
| 850-1200 N/mm² | E | 14 | 0,054 | 0,060 | 0,072 | |
| Cutting values for roughing groove | ||||||
| For dia. 6 to dia. 11.9 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 6-7.9 | Dia. 8-9.9 | Dia. 10-11.9 | ||||
| General structural steels | < 500 N/mm² | E | 28 | 0,008 | 0,012 | 0,019 |
| 500-850 N/mm² | E | 23 | 0,007 | 0,011 | 0,017 | |
| Carbon steels | < 850 N/mm² | E | 26 | 0,007 | 0,011 | 0,017 |
| 850-1000 N/mm² | E | 20 | 0,007 | 0,011 | 0,017 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 25 | 0,007 | 0,011 | 0,017 |
| 700-850 N/mm² | E | 23 | 0,007 | 0,011 | 0,017 | |
| 850-1000 N/mm² | E | 18 | 0,007 | 0,011 | 0,017 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 17 | 0,007 | 0,011 | 0,017 |
| 1000-1200 N/mm² | E | 14 | 0,008 | 0,012 | 0,019 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 23 | 0,007 | 0,011 | 0,017 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 17 | 0,007 | 0,011 | 0,017 |
| 1000-1200 N/mm² | E | 14 | 0,008 | 0,012 | 0,019 | |
| Nitriding steels | < 1000 N/mm² | E | 17 | 0,007 | 0,011 | 0,017 |
| 1000-1200 N/mm² | E | 14 | 0,008 | 0,012 | 0,019 | |
| Tool steels | < 850 N/mm² | E | 20 | 0,007 | 0,011 | 0,017 |
| 850-1100 N/mm² | E | 12 | 0,008 | 0,012 | 0,019 | |
| 1100-1400 N/mm² | E | 7 | 0,008 | 0,012 | 0,019 | |
| High-speed steels | 850-1200 N/mm² | E | 6 | 0,008 | 0,012 | 0,019 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 7 | 0,008 | 0,012 | 0,019 |
| Spring steels | < 1200 N/mm² | E | 6 | 0,008 | 0,012 | 0,019 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 18 | 0,007 | 0,011 | 0,017 |
| Stainless steels, austenitic | < 700 N/mm² | E | 14 | 0,007 | 0,011 | 0,017 |
| < 850 N/mm² | E | 9 | 0,007 | 0,011 | 0,017 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 7 | 0,008 | 0,012 | 0,019 |
| Special alloys | < 1200 N/mm² | E | 5 | 0,008 | 0,012 | 0,019 |
| Cast iron | < 180 HB | - | 26 | 0,007 | 0,011 | 0,017 |
| > 180 HB | - | 23 | 0,007 | 0,011 | 0,017 | |
| Nodular graphite, malleable iron | > 180 HB | - | 20 | 0,007 | 0,011 | 0,017 |
| > 260 HB | E | 14 | 0,007 | 0,011 | 0,017 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 7 | 0,008 | 0,012 | 0,019 |
| Copper, low-alloy | < 350 N/mm² | E | 55 | 0,013 | 0,024 | 0,035 |
| Brass, short-chipping | < 600 N/mm² | - | 55 | 0,013 | 0,024 | 0,035 |
| Brass, long-chipping | < 600 N/mm² | - | 37 | 0,013 | 0,024 | 0,035 |
| Bronze, short-chipping | < 600 N/mm² | - | 37 | 0,013 | 0,024 | 0,035 |
| 650-850 N/mm² | - | 28 | 0,013 | 0,024 | 0,035 | |
| Bronze, long-chipping | < 850 N/mm² | E | 23 | 0,013 | 0,024 | 0,035 |
| 850-1200 N/mm² | E | 14 | 0,017 | 0,028 | 0,043 | |
Last viewed

Pin contact Solid uninsulated

Hexagon head serrated screw with flange W-0274, steel 8.8, zinc-plated, blue passivated (A2K)

Rivet nut with flat head and partial hexagon shank

Keyseat cutter, long model, DIN 327

Ratcheting TX double box-end wrench

Winter jacket Oiva, black

Concrete screw with hexagon head and pressed-on washer W-BS/S

Screwdriver TX long with round shank

Pneumatic nailer DSK 1555

Sandpaper strip Useit® Superpad wood